超硬刀具国产化的先驱
专业硬材料加工工具的开拓者
专业硬材料加工工具的开拓者
发布日期:2015-03-25 13:56:30
1、加工刹车盘时怎么保证上下端面的平行度?
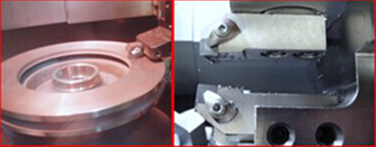
答:众所周知,加工刹车盘时的要求就包括必须保证刹车盘上下端面的平行度,很多厂在加工过程中,先加工一面之后再调转另一面加工,这样很容易造成两个面不平行,一边厚一边薄。华菱超硬研制的组合刀具BN-S300牌号(如下图),采用立式数控车床加工,可上下面同时进行切削加工,保证上下端面的平行度和光洁度。
2、采用CBN刀具精加工制动鼓时常出现制动面或止口部位撕裂问题怎么办?
答:采用CBN刀具精加工制动鼓时,由于长时间的加工刀具磨钝后,粗糙度开始下降,制动鼓内孔加工面出现环状光带,而且在切除制动鼓内孔止口部位时,容易撕裂工件边缘,虽然相比于硬质合金刀具增加个制动鼓的表面光洁度,但止口边缘的撕裂易造成制动鼓废品风险。华菱超硬CBN刀具BN-K20牌号是专为精加工制动鼓所研制的焊接式CBN刀具,线速度达到350m/min,吃刀深度0.3mm,进给量0.25mm/r,在光洁度保证在唉Ra1.0之内的情况下,单刃寿命是其他厂PCBN刀具的2倍,而且解决了刀具切出时,制动鼓止口部位和上端面边缘撕裂问题(如下图)。

3、加工刹车盘制动鼓效率提不上去怎么办?
答:目前,加工刹车盘制动鼓多采用数控车床,可高速切削提高效率,刚开始很多工厂都选择硬质合金刀具加工刹车盘制动鼓,但效果并不好,在高速切削的状态下,硬质合金刀具磨损快,而且光洁度不够,导致频繁换刀,造成不必要的时间浪费。尤其是批量生产影响加工效率。华菱超硬CBN刀具BN-S30牌号可有效解决加工效率低的问题,此牌号属于非金属粘合剂立方氮化硼刀具,粗、精加工可选择这一把刀完成,而且经过改进的方形刀片加工光洁度可达Ra0.8。不仅提高加工效率,而且降低加工成本,节约加工时间。







