超硬刀具国产化的先驱
专业硬材料加工工具的开拓者
专业硬材料加工工具的开拓者



|
性能优势
|
![]() 高硬度;
高硬度;
![]() 良好的耐磨性和耐崩损性;
良好的耐磨性和耐崩损性;
![]() 抗冲击和抗断裂性能优异;
抗冲击和抗断裂性能优异;
![]() 国家专利产品,非金属粘合剂CBN刀具。
国家专利产品,非金属粘合剂CBN刀具。
|
应用领域
|
![]() 材质:高铬铸铁,镍硬铸铁,高镍铬合金,冷硬铸铁,白口铸铁等;
材质:高铬铸铁,镍硬铸铁,高镍铬合金,冷硬铸铁,白口铸铁等;
![]() 行业:冶金轧辊,水泥建材机械、电力设备、矿山机械等行业;
行业:冶金轧辊,水泥建材机械、电力设备、矿山机械等行业;
![]() 工件:渣浆泵,叶轮,轧辊,衬板,轧臼壁等。
工件:渣浆泵,叶轮,轧辊,衬板,轧臼壁等。
|
配用车刀刀杆
|
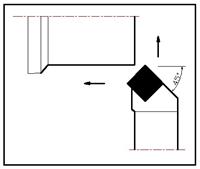
![]() 外圆车刀
外圆车刀





![]() 内孔车刀
内孔车刀


![]() 刀方尺寸
刀方尺寸
20mm×20mm;25mm×25mm;30mm×30mm;35mm×35mm;40mm×40mm
|
刀片、刀杆型号的表示规则
|
![]() 刀片型号的表示规则:见链接:www.hlcbn.org/news/cpzs/29.html
刀片型号的表示规则:见链接:www.hlcbn.org/news/cpzs/29.html
![]() 刀杆型号的表示规则:见链接:www.hlcbn.org/news/cpzs/28.html
刀杆型号的表示规则:见链接:www.hlcbn.org/news/cpzs/28.html
|
切削参数
|
|
加工材质
|
推荐切削参数
|
CBN刀具牌号
|
||
|
切削参数 Vc(m/min) |
吃刀深度 ap(mm) |
进给量 Fr(mm/r) |
||
|
高硬度铸铁(HRC35-68)
|
35-120(粗加工)
|
1-10
|
0.15-0.8
|
BN-K1
|
|
60-180(精加工)
|
≤1
|
0.05-0.35
|
||
|
应用案例
|
 |
工件名称:渣浆泵泵壳 工件材质:Cr26(硬度HRC60) 刀片型号:BN-K1 CNMN120712 切削参数:Vc=75m/min,Fr=0.12mm/r,ap=2.5mm 加工方式:干式切削 |
|
|
刀具材质
|
单刃寿命
|
最终失效形式
|
|
华菱超硬BN-K1材质
|
85件/刃
|
正常磨损
|
|
某品牌CBN
|
35件/刃
|
破损碎裂
|
 |
工件名称:渣浆泵叶轮 工件材质:Cr26(硬度HRC60) 刀片型号:BN-K1 SNMN120712 切削参数:Vc=75m/min,Fr=0.12mm/r,ap=2.5mm 加工方式:干式切削 |
|
|
刀具材质
|
单刃寿命
|
最终失效形式
|
|
华菱超硬BN-K1材质
|
11件/刃
|
正常磨损
|
|
某品牌CBN
|
3件/刃
|
破损碎裂
|
 |
工件材质:高铬合金铸铁 工件硬度:HRC60 强断续切削 刀片型号:BN-K1 RNMN120400 切削参数:Vc=50m/min,Fr=1.2mm/r,ap=1.5mm 加工方式:干式切削 |
|
|
刀具材质
|
切削宽度
|
最终失效形式
|
|
华菱超硬BN-K1材质
|
500mm
|
正常磨损
|
|
某品牌CBN
|
150mm
|
破损碎裂
|
 |
工件名称:轧辊 工件材质:高合金铸铁(硬度HSD80) 刀片型号:BN-K1 RNMN200800 切削参数:Vc=45m/min,Fr=0.7mm/r,ap=4mm 加工方式:干式切削 |
||
|
刀具材质
|
切削速度
|
刀具寿命
|
最终失效形式
|
|
华菱超硬BN-K1材质
|
45m/min
|
3件
|
正常磨损
|
|
某品牌CBN
|
35m/min
|
2件
|
破损碎裂
|
|
点击返回上级页面:铸铁加工刀具
|



![<?=$ecms_gr[title]?>](/d/file/products/ztjgly/2017-09-27/9c5777be72b29e8b3c8777e5408bb1f2.jpg)
![<?=$ecms_gr[title]?>](/d/file/products/ztjgly/2017-09-27/75a5f8f11fcefab073a29d281fda3374.jpg)
![<?=$ecms_gr[title]?>](/d/file/products/ztjgly/2017-09-27/259252c63ffdf5c09edd87f149b8d0bb.jpg)



