超硬刀具国产化的先驱
专业硬材料加工工具的开拓者
专业硬材料加工工具的开拓者
发布日期:2019-02-14 15:57:35
粉末冶金齿毂由于符合节能、环保和可持续发展的要求,在汽车零部件中所占比例不断增加,逐渐取代钢毂作为汽车同步器的主要零部件。
粉末冶金齿毂优势在于能生产最终形状零件,具有高效率、高精度;同时具备节材、省能的显著特点,只需要少量切削加工即可,大大减低生产成本。本文主要介绍粉末冶金齿毂的加工工艺及精车刀片的选择。
粉末冶金齿毂的加工工艺
材料(粉末)选择—配料混合—压制成形—烧结—整形—机械加工—热处理(碳、氮共渗淬火+回火)—(配磨)精加工—磁力探伤—(光饰去刺、防锈)清洗—成品检验。下面简单介绍一下其中几个重要工序。
(1)粉末压制成形工序
压制成形是齿毂生产的关键工序之一,粉末成形的压坯密度、尺寸精度与形位公差精度直接决定产品的各项技术指标。制造高精度小配合间隙的组合模具,阴模采用耐磨的硬质合金YG15或SLD材料,芯杆采用耐磨且韧性好的SLD材料,上下模冲选择优质SKH9材料。
(2)机械加工工序
齿毂整形后有少量的机械加工,根据齿毂形状,需要设计专用工装夹具安装工件,对各尺寸余量进行对应的机械加工。加工不能损坏原来的形状、尺寸精度,而且要加工出其他整形没有保证的形位、尺寸精度。
(3)热处理工序
齿毂的热处理表面硬度HRA60-75,采用碳、氮共渗淬火+回火的热处理工艺,为了保证粉末冶金齿毂热处理的尺寸变化一直,表面硬度均匀,需要采用较大的箱式炉。
(4)精加工工序
粉末冶金齿毂热处理后,尺寸形状总有一定的变化,为了达到图纸的技术要求,需要安排加工量极少的精加工,其中粉末冶金齿毂端面和槽都需要进行加工,从而保证形位公差和表面粗糙度等。
粉末冶金齿毂的加工难点
(1)多孔结构是粉末冶金零件的特性,由于多孔结构,刀具在精车过程中会遭到多孔结构的损伤,当刀具从孔到固体颗粒往复移动时,刀尖持续地受冲击会导致切削刃上产生小的裂纹。
(2)多孔结构会还会降低粉末冶金齿毂的导热性,刀具在在切削时切削刃上的温度很高,并会引起月牙洼磨损和变形。
(3)内在的多孔结构引起的表面面积增加还会使热处理时发生氧化和(或)碳化,而这些氧化物和碳化钨很硬很耐磨,对刀具的耐磨性要求较高。
(4)由于孔隙的存在,在较小的面积内其硬度值也有一定的波动。即使测得的宏观硬度为HRC20-35,但组成零件的颗粒硬度会高达HRC60,这些颗粒会导致严重而急剧的刀具刃口磨损。
粉末冶金齿毂的精车刀片选择
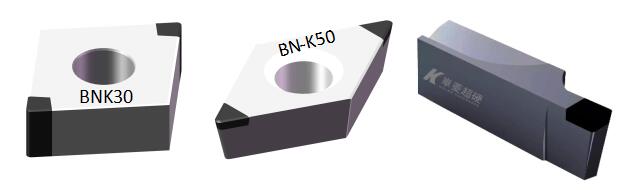
粉末冶金齿毂主要加工部位有端面、环槽两个部位,由于加工余量小,一般采用焊接式CBN刀具,对于环槽可采用CBN成型刀进行切削。常用于精车粉末冶金齿毂的刀片材质是BN-K50材质,BNK30和BN-H20材质。
其中BNK30材质主要用于连续切削工况中,耐磨性优异;BN-H20牌号则用于断续切削工况,抗冲击韧性强;BN-K50材质主要用于CBN成型刀或槽刀的定制中。
CBN刀具精车粉末冶金齿毂的案例参数
(1)BNK30材质CBN刀具精车粉末冶金齿毂的案例参数
加工部位:端面
刀片型号:BNK30 CNGA120408
切削参数:Vc=200m/min,Fr=0.1mm/r,ap=0.25mm
对比结果:相较于涂层硬质合金刀片,刀具寿命提高10.7倍,效率提高2.5倍。

(2)BN-K50材质CBN刀具精车粉末冶金齿毂的案例参数
加工部位:端面及环槽
刀片型号:BN-K50 DCGW11T304
切削参数:Vc=500m/min,Fr=0.1mm/r,ap=0.2mm
对比结果:相较于涂层硬质合金刀片,刀具寿命提高37%

(3)BN-K50材质CBN槽刀精车粉末冶金齿毂的案例参数
加工部位:槽
刀具材质:BN-K50(非标定制产品)
切削参数:Vc=125m/min,Fr=0.1mm/r,ap=0.2mm
对比结果:相较于某公司机夹CBN槽刀片,刀具寿命提高63%。








